
Pick out the wrong statement.
Seam welding, projection welding & spot welding are the classification of electrical resistance welding
Electrode tip in spot welding is of copper and the tip diameter should be equal to t (where, t = plate thickness to be welded)
In spot welding, two pieces to be joined are overlapped and placed between two electrodes
Mild steel sheet cannot be spot welded
Correct Answer :
D. Mild steel sheet cannot be spot welded
Related Questions
In Imperial Smelting Process for extraction of zinc, zinc vapour thus produced is quenched in the external condenser by the use of the following:
Jet of water at high pressure
Blast of air
Mixture of water and air
Rain of molten lead
When dry bulb temperature & wet bulb temperature of moist air is the same, it means that the
Partial pressure of water vapour is less than the total pressure
Humidity is < 100% & dew point temperature of air has not reached
Dew point temperature of air has not reached & air is not saturated fully
Air is fully saturated
A thin, flat & square plate measuring 2 m × 2 m is freely hanging in ambient air at 25°C. It is exposed to the solar radiation falling on one side of the plate at the rate of 500 W/m2. The plate temperature will remain constant at 30°C, if the convective heat transfer co-efficient is __________ W/m2 °C.
50
100
150
200
The __________ of a double acting reciprocating pump as compared to the single acting pump will be almost double.
Flow output
Head developed
Overall efficiency
Weight
For dynamic strain measurement, the Wheatstone bridge used is of __________ type.
Voltage sensitive null
Voltage sensitive deflected
Current sensitive deflected
None of these
In extrusion of metals, which of the following statement is true?
Speed of the extruded material is same as that of ram speed
Redundant work is a function of the die angle
Relative motion between the billet surface and the container wall is always present
Hollow ram is used for indirect extrusion
Leakage in a cooking gas cylinder is detected by
Radio-isotopes
Pouring soap solution on the surface and locating the gas bubbles
Halide torch
Pungent smell of mercaptans present in the gas
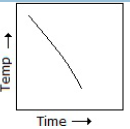
Which of the following represents the correct time-temperature curve when a block of metal is heated above room temperature & then left to cool in the room following Newton's law of cooling in which the rate of temperature drop will go on decreasing with the passage of time.



Electrostatic separation of minerals from each other is based on their differences in the following property.
Densities
Magnetic permeabilities
Electrical conductivities
Hardness
Adhesives
Cant be used in the form of pressure sensitive tapes
Cant join two dissimilar metals
Cure instantaneously after application on a surface
None of these
As per international norms, the maximum permissible value of noise level in the industrial environment is __________ decibels as measured at a distance of 1.5 metres from the source of noise.
110
85
60
45
Pick out the wrong statement.
Copper is the metal having the highest electronic conductivity
Hardenability & Weldability of metals are inversely related
Covalent bonding formed by sharing of electrons is present in all semi-conductor materials
Glass transition temperature applies to 'polymers' but not to 'glasses'
For a first order chemical reaction, the concentration of the reactant decreases __________ with time.
Linearly
Exponentially
Logarithmically
Inversely
Two solutions A1 & A2 have pH value of 2 & 6 respectively. It implies that the solution
A1 is more alkaline than solution A2
A1 is highly acidic
A2 is very slightly acidic
Both (B) & (C)
With decrease in the grain size of a material, its creep resistance
Increases
Decreases
Remain constant
Either (A) or (B); depends on the material
The minimum temperature to which the water can be cooled in a cooling tower is the __________ temperature of air.
Ambient
Dry bulb
Dew point
Wet bulb
Function of gear box is to
Reduce the speed
Obtain variable speed
Increase the speed
Produce high torque
In practice, the compression ratio of compression-ignition (CI) engine ranges from
15 to 25
5 to 10
40 to 55
60 to 70
Velocity of a gas in sound is not proportional to (where, T = Absolute temperature of the gas. P = Absolute pressure of the gas. y = Ratio of specific heats (Cp/Cv) ρ = specific weight of the gas)
√T
1/√P
√y
1/√ρ
Hooke's law
Applies to elastic deformation
Applies beyond limit of proportionality in stress-strain curve
States that stress is inversely proportional to strain upto elastic limit
None of these
Holes for riveting purposes should be preferably made by
Cutting torch
Drilling
Punching
None of these
Corrosion rate cannot be lowered by reducing the __________ of the corroding medium.
Concentration
Velocity
Temperature
None of these
Liquid nitrogen containers can be made from
Ferritic stainless steel
HSLA steel
Titanium
Austenitic stainless steel
Cold heading or upsetting is categorised as the __________ process.
Extrusion
Bending
Rolling
Forging
A metal having a Poisson's ratio = 0.3 is elastically deformed under uniaxial tension. If the longitudinal strain = 0.8, then the magnitude of thickness strain is
-0.8
0.8
+0.08
-0.24
Thermal equivalent of electrical power in practical calculation is __________ kcal/kWh.
746
3000
1000
550
Which of the following emissions in the exhaust gas of an I.C. engine causes the formation of photochemical smog?
Nitrogen oxides
Hydrocarbons
Both 'a' & 'b'
Carbon monoxide
The specific gravity of coal depends mainly on its __________ content.
Carbon
Volatile matter
Ash
Moisture
Damage to metal surface by mechanical action is called
Pitting
Corrosion
Erosion
None of these
Which of the following has the highest modulus of elasticity (about 7 × 106 kg/cm2)?
High speed steel
Stainless steel
Tungsten carbide
Superalloys